Examine thread pitch of both locknut and spindle, making sure they match.
Video


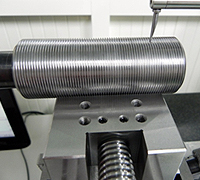
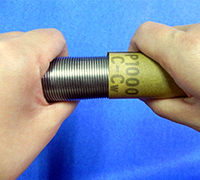
Measure three equidistant points on the spindle thread diameter with needle gauge to determine any discrepancy.
Video
If threads are damaged or any fragments thereof can be found, smooth out with a fine triangle file, clean, lubricate, and reassemble.
Video


Examine to determine if thread directions conflict. If they do, you are using the wrong locknut.
Video

Measure both thread diameters with calipers to be sure the sizes match.
Video

Use feeler gauges to determine thread sizes match.
Video
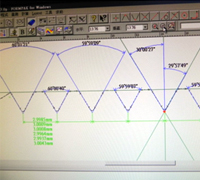
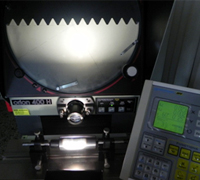
Use a profile projector to be sure spindle threads are at 60 degrees.
Video
If the lock screws are loosened off and the lock nut still won't come free, it could mean the copper thread locks which the lock screws tighten against are jammed against the spindle threads. Lightly tap at the locking screw locations to jar them free. Snug up each lock screw and loosen off once again to free the locknut.
Video

Clean all threads and surfaces with an appropriate industrial cleaner and lubricate properly
Video

If threads are damaged or any fragments thereof can be found,smooth out with a fine triangle file, clean, lubricate, and reassemble.
Video

Check to see if external threads are too small.
Video

According to the type of machine, the correct model of locknut must be chosen. Consult an Yinsh agent for proper selection.
 Source: Joen Lih Machinery Co., Ltd.
Source: Joen Lih Machinery Co., Ltd. Source: DMG
Source: DMG Source: Tongtai Machine & Tool Co., Ltd.
Source: Tongtai Machine & Tool Co., Ltd.
Be sure that locknut is tightened with a torque wrench and that lock screws are evenly tightened.
Video

Have the spindle threads professionally re-turned or re-ground.
Video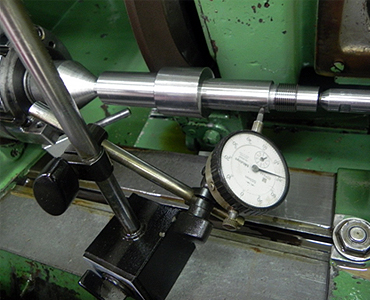
Back off all lock screws and finger tighten evenly. Then tighten incrementally with even pressure.
Video
Do not tap to adjust. Must employ use of proper torque wrench.
Video

Clean all threads and surfaces with an appropriate industrial cleaner and lubricate properly
Video

No.26, Ln. 31, Sec. 1, Chongde 6th Rd., Beitun Dist., Taichung City 406, Taiwan (R.O.C.)
+886-4-2245-2402
Copyright © YINSH PRECISION INDUSTRIAL CO., LTD.
Designed by Machinetools Directory (S & J Corp.) Global Manufacturer Exhibition

